کسٹم میڈ میٹل اسٹیل آئرن میٹل پارٹس CNC ملنگ سروس



مختصر کوائف

(1) سٹیپ شافٹ کو موڑتے وقت، موڑنے کی سختی کو یقینی بنانے کے لیے، بڑے قطر والے حصے کو پہلے موڑ دینا چاہیے اور چھوٹے قطر والے حصے کو بعد میں موڑ دینا چاہیے۔
(2) شافٹ ورک پیس پر سلاٹ کاٹتے وقت، ورک پیس کی اخترتی کو روکنے کے لیے اسے ختم کرنے سے پہلے کیا جانا چاہیے۔
(3) دھاگے کے شافٹ کے ساتھ عمدہ کار، عام طور پر دھاگے کی پروسیسنگ میں ہونی چاہئے اور پھر دھاگے کے حصے کے بغیر عمدہ کار۔
(4) ڈرلنگ سے پہلے، ورک پیس کے آخری چہرے کو برابر کیا جانا چاہیے۔اگر ضروری ہو تو پہلے مرکز میں سوراخ بنائے جائیں۔
(5) گہرے سوراخوں کی کھدائی کرتے وقت، گائیڈ کے سوراخ عام طور پر پہلے ڈرل کیے جاتے ہیں۔
(6) موڑ (φ 10-φ 20) ملی میٹر سوراخ، چاقو چھڑی کے قطر یپرچر 0.6-0.7 بار عملدرآمد کیا جانا چاہئے؛پروسیسنگ قطر 20 ملی میٹر سوراخ سے زیادہ ہے، عام طور پر چاقو کے سر کو کلیمپ کرنے کے لیے استعمال کیا جانا چاہیے۔
(7) ملٹی تھریڈ یا ملٹی ورم کو موڑتے وقت، ایکسچینج گیئر کو ایڈجسٹ کرنے کے بعد ٹرائل کٹنگ کی جانی چاہئے۔
(8) خودکار لیتھز کا استعمال کرتے وقت، ٹول اور ورک پیس کی متعلقہ پوزیشن کو مشین ٹول ایڈجسٹمنٹ کارڈ کے مطابق ایڈجسٹ کیا جانا چاہیے، اور ٹرائل ٹرننگ کو ایڈجسٹمنٹ کے بعد کیا جانا چاہیے، اور پہلے کوالیفائیڈ ٹکڑے پر کارروائی کی جا سکتی ہے۔مشینی کے دوران ٹول پہننے اور ورک پیس کے سائز اور سطح کی کھردری پر توجہ دیں۔

(9) عمودی لیتھ کو آن کرتے وقت، جب ٹول ریسٹ کو ایڈجسٹ کیا جاتا ہے، تو بیم کو اپنی مرضی سے منتقل نہیں کیا جانا چاہیے۔
(10) جب workpiece سطح پوزیشن رواداری کی ضروریات، ایک clamping میں موڑ مکمل کرنے کی کوشش کریں.
(11) بیلناکار گیئر کو خالی کرتے وقت، سوراخ اور حوالہ کے آخری چہرے کو ایک ہی کلیمپنگ میں پروسیس کیا جانا چاہیے۔اگر ضروری ہو تو، اختتامی چہرے کے گیئر اشاریہ سازی کے دائرے کے قریب ایک مارکنگ لائن کھینچی جانی چاہیے۔
مصنوعات کی وضاحت
| آئٹم | قدر |
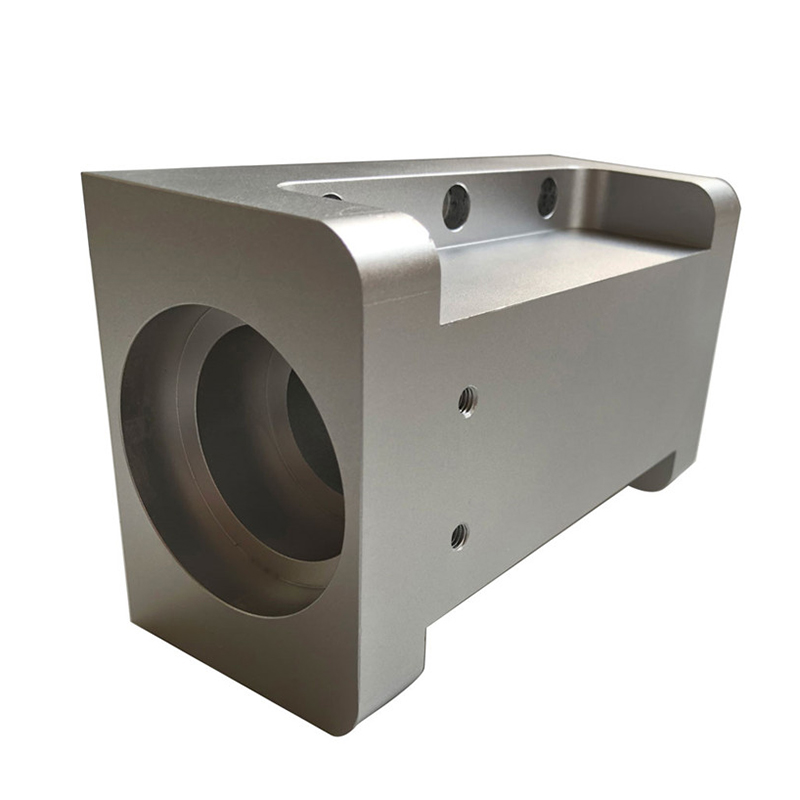
| نام | کسٹم سی این سی ملنگ پارٹس مشیننگ سروس سی این سی مشینی آئٹمز پیتل کے گرم فورجنگ پارٹس |
| مواد | ساٹن لیس سٹیل، لوہا، ایلومینیم، کھوٹ، پیتل وغیرہ۔ |
| رواداری | ±0.02 ملی میٹر |
| سائز یا شکل | کسٹمر ڈرائنگ یا درخواست کے مطابق |
| درخواست | وسیع پیمانے پر استعمال کیا جاتا ہے۔ |
| ڈرائنگ قبول کر لی گئی۔ | تمام فارمیٹس۔جیسے: کیڈ، پی ڈی ایف، سولڈ ورکس، پرو ای، یو جی، وغیرہ۔ |
| مشینی | لیزر کٹنگ، سی این سی چھدرن، موڑنا، موڑنا، گھسائی کرنا، دوبارہ زندہ کرنا، ویلڈنگ، پالش، اسمبلی |
| کوالٹی کنٹرول | شپمنٹ سے پہلے ISO 9001,100% QC ٹیسٹ۔ |
| اوپری علاج | پالش، برش، کروم، پینٹنگ، پاؤڈر کوٹنگ، گرم ڈِپ، سپرے وغیرہ۔ |
| ڈیلیوری کا وقت | 7-30 دن |
| سروس موڈ | OEM یا ODM، اپنی مرضی کے مطابق |
| سرٹیفیکیٹ | ISO 9001 |
| خصوصیت یا فائدہ | R&D کی اہلیت، مفت ڈیزائن، سب کچھ ایک ہی حل میں۔ لاگت میں کمی۔ |
| تجربہ | 2012 سے OEM اور ODM |





لیمبرٹ شیٹ میٹل کسٹم پروسیسنگ حل فراہم کرنے والا۔
غیر ملکی تجارت میں دس سال کے تجربے کے ساتھ، ہم اعلی صحت سے متعلق شیٹ میٹل پروسیسنگ پارٹس، لیزر کٹنگ، شیٹ میٹل موڑنے، میٹل بریکٹ، شیٹ میٹل چیسس شیلز، چیسس پاور سپلائی ہاؤسنگ وغیرہ میں مہارت رکھتے ہیں۔ ہم مختلف سطح کے علاج، برشنگ میں ماہر ہیں۔ ، پالش، سینڈ بلاسٹنگ، اسپرے، چڑھانا، جو تجارتی ڈیزائن، بندرگاہوں، پلوں، انفراسٹرکچر، عمارتوں، ہوٹلوں، مختلف پائپنگ سسٹمز وغیرہ پر لاگو کیا جا سکتا ہے۔ ہمارے پاس پروسیسنگ کے جدید آلات اور 60 سے زائد افراد پر مشتمل ایک پیشہ ور تکنیکی ٹیم ہے ہمارے صارفین کے لیے معیاری اور موثر پروسیسنگ خدمات۔ہم اپنے صارفین کی مکمل مشینی ضروریات کو پورا کرنے کے لیے مختلف شکلوں کے شیٹ میٹل اجزاء تیار کرنے کے قابل ہیں۔ہم معیار اور ترسیل کو یقینی بنانے کے لیے اپنے عمل کو مسلسل جدت اور بہتر بنا رہے ہیں، اور ہم اپنے صارفین کو معیاری سروس فراہم کرنے اور کامیابی حاصل کرنے میں ان کی مدد کرنے کے لیے ہمیشہ "کسٹمر فوکسڈ" رہتے ہیں۔ہم تمام شعبوں میں اپنے صارفین کے ساتھ طویل مدتی تعلقات استوار کرنے کے منتظر ہیں!







